The
process of Scotch Malt Whisky making
| |
 |
| |
|
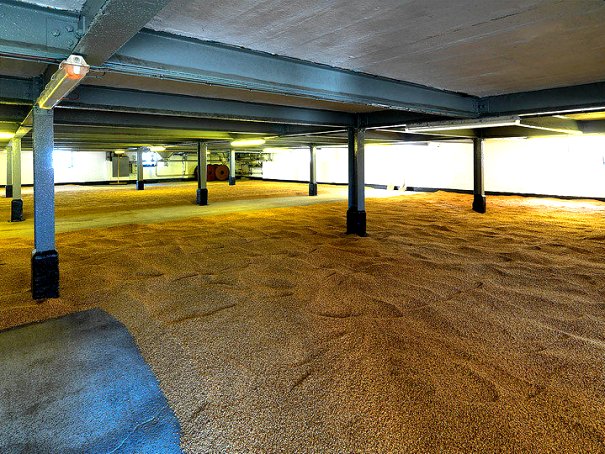
Once the barley has reached the desired
stage of germination, the green malt is transfered to the kiln mesh floor
where it is dried to halt the germination process. Heat and smoke billow
up from beneath the kiln floor and filter through the green malt. When
this drying is complete, the barley is said to be malted. Peat is burnt to
impart the unique smoky flavour into the moist green malt. The malt takes
on a wonderful smoky smell and taste. |
|
|
 |
|
|
|
|
|